Tecnologías

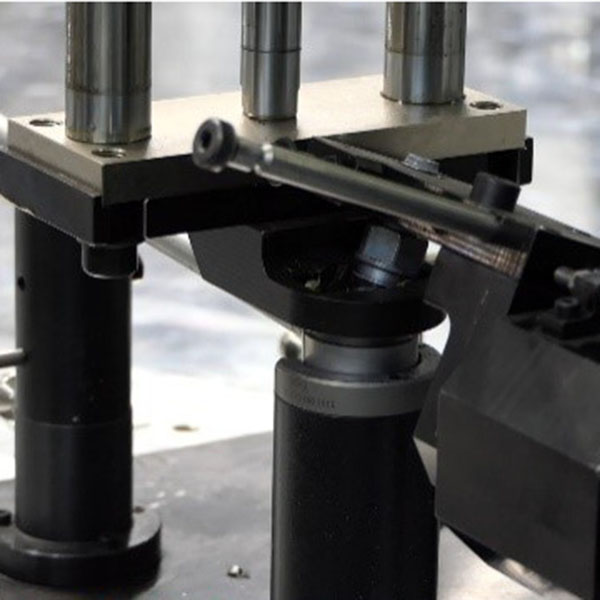
Gracias a la crimpadora servohidráulica de carcasas LANBI, disponible en 300, 400 y 600 KN, se logra una correlación óptima entre el apoyo de la carcasa y el centro de la rótula, a través de un proceso de prensado inteligente.
CRIMPADO DE CARCASAS
Crimpadora servohidráulica de carcasas LANBI, disponible en 300, 400 y 600 KN.

Una vez finalizada la operación de mecanizado, se mide el perno para verificar que todas las dimensiones básicas estén dentro de la tolerancia. El sistema de medición está conectado al CNC para una compensación automática de cotas y la plataforma LANBI Industry 4.0 permite todo tipo de análisis de datos.
INSPECCIÓN
Una vez finalizada la operación de mecanizado, se mide el perno para verificar que todas las dimensiones básicas estén dentro de la tolerancia.

LANBI ofrece sistemas de manipulación robotizados en la línea de montaje. Por lo tanto, las piezas IBJ se manejan automáticamente de caja a caja. Las cámaras de visión están conectadas a robots, evitando la necesidad de utillajes, lo que hace que las soluciones sean muy flexibles.
MANIPULACIÓN
LANBI ofrece sistemas de manipulación robotizados en la línea de montaje.

El rebordeado es una operación clave en el montaje de rótulas. La servomáquina LANBI de 50 KN, que incluye monitorización del gráfico de fuerza-desplazamiento, permite a los clientes manejar un par uniforme, logrando un excelente rendimiento y una vida útil prolongada.
REBORDEADO
El rebordeado es una operación clave en el montaje de rótulas.

Las transfers LANBI mecanizan los alojamientos de la rótula del brazo de suspensión de aluminio (operaciones de desbaste y acabado) y taladran y biselan los orificios de los bushings, e incluyen un sistema de control del desgaste de la herramienta, logrando procesos de corto tiempo de ciclo y el máximo nivel de productividad.
MECANIZADO DE CARCASAS
Corto tiempo de ciclo y el máximo nivel de productividad.

Las prensas eléctricas estándar de 50 y 100 KN LANBI realizan el montaje de bushings con control de fuerza y desplazamiento, utilizando un transductor externo para garantizar las tolerancias indicadas en los planos cuando sea necesario.
MONTAJE DEL BUSHING
Las prensas eléctricas estándar de 50 y 100 KN LANBI realizan el montaje de bushings.

LANBI integra sus propias prensas eléctricas estándar de 50 y 100 KN, que incluyen servomotores SIEMENS, OMRON o ALLEN BRADLEY. La fuerza o la distancia pueden programarse como valores objetivo y en ambos casos, se controla la carga frente al desplazamiento, se registra en gráficos y se almacena.
PRENSA ESTÁNDAR LANBI
LANBI integra sus propias prensas eléctricas estándar de 50 y 100 KN, que incluyen servomotores SIEMENS, OMRON o ALLEN BRADLEY.

Los ingenieros de LANBI se dedican al constante desarrollo de soluciones para mejorar los tiempos de ciclo y de cambio. El sistema transfer servocontrolado LANBI permite transferencias de palets en menos de un segundo. Por otra parte, las máquinas están equipadas con múltiples cilindros eléctricos que permiten cambios parametrizados.
REDUCCIÓN DE LOS TIEMPOS DE CICLO Y DE CAMBIO
Los ingenieros de LANBI se dedican al constante desarrollo de soluciones para mejorar los tiempos de ciclo y de cambio.

La mayoría de las máquinas de montaje LANBI incluyen un sistema láser de marcado de un código de matriz de datos (DMC) en las piezas. Esto significa que todos los datos recopilados durante el montaje y el proceso de control se relacionan con cada pieza específica y se guardan en el PC de la máquina. De este modo, el historial de la pieza está disponible con sólo leer el código DMC de la pieza.
MARCADO Y TRAZABILIDAD
La mayoría de las máquinas de montaje LANBI incluyen un sistema láser de marcado de un código de matriz de datos (DMC) en las piezas.

Los tornos para pernos de rótula LANBI incluyen torretas de herramientas montadas en carros servocontrolados de dos ejes, que hacen posible mecanizar el vástago del perno de rótula utilizando hasta 4 herramientas distintas, logrando diferentes geometrías a través de procesos como torneado, bruñido, moleteado o fresado poligonal.
TORRETA DE 4 ESTACIONES PARA EL MECANIZADO DE PERNOS
Los tornos para pernos de rótula LANBI incluyen torretas de herramientas montadas en carros servocontrolados de dos ejes.

El Sistema Polar de LANBI se utiliza para operaciones de torneado y bruñido de rótulas. Accionado por tres servomotores, el sistema polar proporciona la mejor calidad de esfera del perno de rótula, logrando valores de rugosidad inferiores a Rz 1 y esfericidad de menos de 10 micras.
SISTEMA POLAR PARA RÓTULA TNB
El Sistema Polar de LANBI se utiliza para operaciones de torneado y bruñido de rótulas.

LANBI ofrece laminadoras estándar sencillas y dobles para operaciones como roscado, moleteado y laminado de cuellos o cónico. Dispone de gráficos de fuerza frente a desplazamiento de laminación, así como de control de rosca por medio de unidades electrónicas.
LAMINADO DE ROSCAS
LANBI ofrece laminadoras estándar sencillas y dobles para operaciones como roscado, moleteado y laminado de cuellos o cónico.

Estos cabezales son la mejor solución para combinar calidad y flexibilidad. Gracias a este sistema se consiguen formas esféricas precisas mediante la interpolación del movimiento de la herramienta en dos ejes, minimizando el tiempo de cambio al estar la posición de la herramienta controlada por CNC.
CABEZALES DE GENERACIÓN
Estos cabezales son la mejor solución para combinar calidad y flexibilidad.

El sistema de control de la herramienta permite detectar roturas de la herramienta, predecir su desgaste y ampliar su vida útil. También se detectan ciertas anomalías como la presencia de virutas, evitando así desechar piezas. Este dispositivo permite a los clientes ahorrar costes y reduce la necesidad de inspecciones adicionales de las piezas por parte del operario.
SISTEMA DE CONTROL DE LA HERRAMIENTA
El sistema de control de la herramienta permite detectar roturas de la herramienta, predecir su desgaste y ampliar su vida útil.

Los procesos productivos propuestos por LANBI incluyen la medición de las piezas. El control de las piezas después del mecanizado permite compensaciones automáticas del CNC, evitando piezas que estén fuera de tolerancia y paradas de la máquina, reduciendo la mano de obra del operario y, por ende, aumentando la productividad.
CONTROL DIMENSIONAL
Los procesos productivos propuestos por LANBI incluyen la medición de las piezas.

Las carcasas de las rótulas exteriores de dirección se mecanizan utilizando utillajes flexibles. Las cabezas se tornean por ambos lados y las colas se refrentan, perforan y roscan mediante servosistemas. El control de las herramientas y la medición automática de las piezas minimizan las comprobaciones adicionales del operario.
MECANIZADO DE CARCASAS
Las carcasas de las rótulas exteriores de dirección se mecanizan utilizando utillajes flexibles.

LANBI garantiza una dosificación de grasa limpia y precisa entre la rótula y el asiento de plástico, el cuello del perno y la parte superior del guardapolvos, mediante dispensadores volumétricos, controlados por el PLC. En caso de no estar seguro de qué grasa utilizar, háganoslo saber y estaremos encantados de ayudarle.
ENGRASE
LANBI garantiza una dosificación de grasa limpia y precisa entre la rótula y el asiento de plástico.

Una vez montada la rótula, se inspecciona con una cámara de visión artificial, utilizando algoritmos de “Deep Learning” para comprobar que el guardapolvos y los anillos son correctos y están montados en su posición.
CONTROL POR VISIÓN
Inspección con cámara utilizando algoritmos de “Deep Learning”.

Los pernos de rótula se mecanizan en tornos CNC LANBI utilizando doble amarre. En el primer amarre, se mecaniza el vástago con una torreta de 4 herramientas y en el segundo amarre la bola se mecaniza y bruñe con un servosistema polar. Están disponibles versiones simples y dobles, dependiendo de los volúmenes de los clientes.
MECANIZADO DE PERNOS DE RÓTULA
Los pernos de rótula se mecanizan en tornos CNC LANBI utilizando doble amarre.

Las líneas de montaje de LANBI incluyen la operación de control de juego axial, o puede suministrarse por separado como una máquina independiente. La prueba se realiza con una fuerza de ± 2000-5000 N y la rampa N/seg se controla con un actuador servomotorizado.
JUEGO AXIAL
Las líneas de montaje de LANBI incluyen la operación de control de juego axial, o puede suministrarse por separado como una máquina independiente.

Después de la operación de rebordeado, en algunos casos y dependiendo del diseño de la rótula, la pieza se hornea a una temperatura próxima a los 100ºC. LANBI integra hornos robotizados y después del termoestabilizado se controlan los pares y se finaliza el montaje de la rótula.
TERMOCALIBRADO
LANBI integra hornos robotizados y después del termoestabilizado se controlan los pares y se finaliza el montaje de la rótula.

La producción de los tornos LANBI para pernos de barras estabilizadoras es de 5,5 segundos por pieza, gracias a servo-carros dobles. El proceso se completa en varios pasos utilizando diferentes herramientas para lograr una calidad óptima y facilitar la evacuación de virutas.
MECANIZADO DE PERNOS
La producción de los tornos LANBI para pernos de barras estabilizadoras es de 5,5 segundos por pieza, gracias a servo-carros dobles.

Para detectar fallos del material, es necesario controlar las grietas. La detección se realiza a través de corrientes inducidas y se utilizan una o dos sondas, mientras el perno está girando. También están disponibles las verificaciones de laminación, dureza, dimensional y de roscas.
DETECCIÓN DE GRIETAS
Para detectar fallos del material, es necesario controlar las grietas.
El control de par es una operación obligatoria en todas las líneas de montaje de rótulas. El control de par pendular es el que se utiliza para las barras estabilizadoras, mientras que el rotacional está destinado a otros tipos de uniones. Los valores de par se pueden analizar en relación con los parámetros de rebordeado gracias a la plataforma Industry 4.0.
CONTROL DE PAR
El control de par es una operación obligatoria en todas las líneas de montaje de rótulas.

Mediante sistemas cartesianos XYZ o brazos robotizados, junto con cámaras de visión, se dosifican, controlan y supervisan pastas monocomponente o bicomponente como silicona o “gap filler”.
DISPENSACIÓN DE “GAP FILLER”
Se dosifican, controlan y supervisan pastas monocomponente o bicomponente como silicona o “gap filler”.

Los atornilladores electrónicos de control de par y ángulo, incluida la alimentación automática de tornillos, se utilizan para unir la placa del motor EPS a la carcasa de aluminio. Estos atornilladores van montados en sistemas cartesianos XYZ o brazos robotizados.
ATORNILLADO
Atornilladores electrónicos de control de par y ángulo.

La prueba de torsión y desgaste de piñón-cremallera de la dirección y la prueba de calibración de la unidad MCU son tecnologías comunes para probar y verificar la integridad y el rendimiento de los componentes de la dirección.
ENSAYOS FUNCIONALES
Prueba de torsión y desgaste de piñón-cremallera de la dirección.

LANBI diseña e integra cabezales multihusillo para operaciones de refrentado, taladrado y roscado, que permiten procesar las piezas con un solo cabezal de mecanizado, con lo que se reduce el uso de utillajes y los costes de manipulación.
MECANIZADO PERSONALIZADO
LANBI diseña e integra cabezales multihusillo para operaciones de refrentado, taladrado y roscado.

La flexibilidad y los tiempos mínimos de cambio son desafíos que LANBI supera con cada proyecto, desarrollando cabezales servocontrolados, de cambio automático. Este tipo de solución se ofrece para frames y manguetas con múltiples tipos de bushings.
PRENSADO FLEXIBLE DE BUSHINGS
La flexibilidad y los tiempos mínimos de cambio son desafíos que LANBI supera con cada proyecto, desarrollando cabezales servocontrolados, de cambio automático.

Mediante tecnología de calentamiento por inducción, la máquina LANBI calienta el tubo de acero del depósito de amortiguadores hasta 1.000 ºC en menos de 3 segundos y lo cierra mediante un rodillo de metal duro y mandril interno, consiguiendo la forma y dimensiones especificadas.
CONFORMADO EN CALIENTE DE TUBOS
La máquina LANBI calienta el tubo de acero del depósito de amortiguadores hasta 1.000 ºC en menos de 3 segundos.

La tecnología de pruebas de fugas se aplica a diversos componentes de los motores de combustión y los motores eléctricos, como bloques motor, culatas, carcasas de motores eléctricos, inversores y conjuntos de baterías. LANBI puede suministrar sistemas de carga manual o totalmente automatizados.
MONTAJE DE COMPONENTES
LANBI puede suministrar sistemas de carga manual o totalmente automatizados.

Con el fin de ahorrar utillaje y reducir los tiempos de ciclo y el número de unidades de mecanizado, LANBI suministra multihusillos de taladrado y roscado a medida, los cuales reducen los costes del proceso de fabricación de motores.
MULTIHUSILLOS
LANBI suministra multihusillos de taladrado y roscado a medida, los cuales reducen los costes del proceso de fabricación de motores.

La tecnología de pruebas de fugas se aplica a diversos componentes de los motores de combustión y los motores eléctricos, como bloques motor, culatas, carcasas de motores eléctricos, inversores y conjuntos de baterías. LANBI puede suministrar sistemas de carga manual o totalmente automatizados.
PRUEBAS DE FUGAS
La tecnología de pruebas de fugas se aplica a diversos componentes de los motores de combustión y los motores eléctricos.

LANBI utiliza tecnología de crimpado para distintas aplicaciones, como palieres, bisagras, rótulas, motores eléctricos, tapas y muchas otras piezas. Para cada operación de crimpado específica se diseñan soluciones hidráulicas especiales.
CRIMPADO
LANBI utiliza tecnología de crimpado para distintas aplicaciones, como palieres, bisagras, rótulas, motores eléctricos, tapas y muchas otras piezas.

LANBI desarrolla sus propias soluciones automáticas de remachado hidráulico para unir piezas metálicas a través de pasadores. LANBI también integra sistemas de remachado orbital y pistolas de remachado, incluida la alimentación automática de remaches.
REMACHADO
LANBI desarrolla sus propias soluciones automáticas de remachado hidráulico.

LANBI integra tecnología de soldadura ultrasónica para unir o dar forma a componentes de plástico. Las ondas de alta frecuencia se aplican a los materiales plásticos, que se calientan y funden, permaneciendo soldados entre sí.
SOLDADURA ULTRASÓNICA
LANBI integra tecnología de soldadura ultrasónica para unir o dar forma a componentes de plástico.